後爐灰輸送系統改善工程
Preface
輸灰系統為燃煤電廠內的一小部分,但卻是不容被忽略的設備之一,如一旦發生問題,輕則洩漏汙染廠房及設備單獨隔離檢修,重則影響前後端設備運行,直接影響電廠正常之發電量。
主要可分為三種形式:水力輸送、氣力輸送、機械輸送。會因為各廠區輸送物料、廠區面積、設備選擇、成本考量等因素,各自選擇一時較佳的形式,機械輸送有輸送量大、不常維修等優點,但輸送路線(只能直線且平面輸送)限制、維修時間長及成本高,水力輸送則需有汙水處理及水循環的必要條件。在經年運轉下設備的汰舊、維修上的不便利性及維修頻率高,更甚於環保考量等各種因素下,更換成氣力輸灰系統可為最佳的選項之一。
氣力輸送系統有以下優點:
-可利用較少的儀控元件控制系統
-設備可單獨檢修且易於保養
-管路利用的空間較彈性,不局限於各種環境
-比起機械輸灰系統,氣力系統可輸送距離更遠,佔用空間最少
-所收集的乾灰可再利用,較為環保。
Problem
本案例為位於台中的大型火力發電機組550MW。燃煤發電機組在煤炭燃燒後主要副產物為煤灰,可分為來自除塵設備所收集之飛灰,及包括鍋爐爐膛底部所產生之底灰,而後爐灰則為鍋爐後端設備省煤器(ECO)、空氣預熱器(APH)灰斗所蒐集之煤灰。本案例之後爐灰原始設計為利用水力輸送至灰塘進行掩埋。然而在運轉多年後,因環保考量將廢止灰塘掩埋的處理方式,並增加後爐灰再利用率,因此將整套後爐灰的水力輸送系統升級為氣力輸送系統,將後爐灰改為輸送至鍋爐底灰斗,再經沉水刮板鍊運機(SCC)與鍋爐底灰一起送至溼式底灰倉內。
Solution
本案例後爐灰原始設計運送量為20噸/天,於省煤器及空氣預熱器下方各有2只及12只輸灰桶。因應氣力輸送系統而新增空壓機及乾燥機,並於進入SCC前的管路新增集塵機,改善前後設計比較如下表:
| 項目 | 原始設計 | 更新改善 |
| 輸送量 | 20噸/天 | 20噸/天 |
| 輸送方式 | 水力輸送 | 正壓濃相氣力輸送 |
| 輸送目的地 | 灰塘 | 鍋爐底灰斗 |
| 排灰管 | 12”管 | 4”不鏽鋼管, 陶瓷內襯直管/肘管 |
| 輸送桶入料閥,出料閥 | 氣動閘刀閥 | 迴轉鎢鋼圓盤閥 |
| 空壓機及乾燥機 | 無 | 新增, 一備一用 |
| 集塵機 | 無 | 新增集塵機及中間桶 |
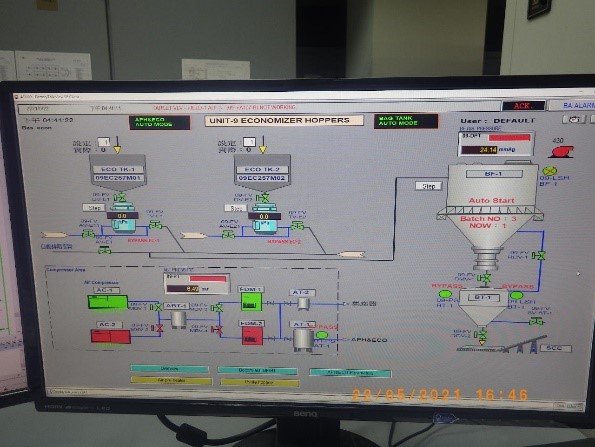
| 控制系統 | DCS控制 | 利用PLC系統整合控制所有新增之閥件及相關儀表 |
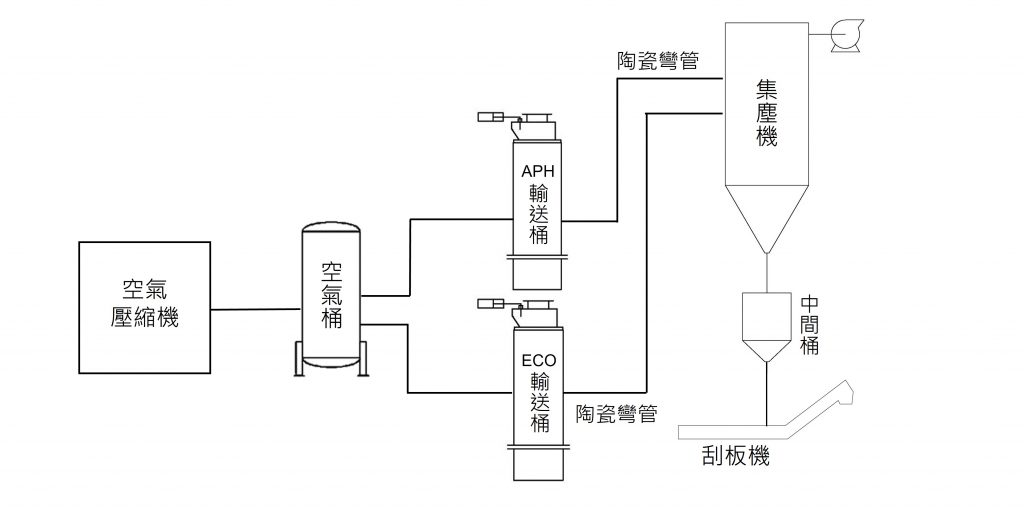
更新後的系統流程圖
Challenge
本改善案相關管線皆位於鍋爐房內,須於原本有限的空間內增設集塵機及鋼構平台,以及鋪設新儀用空氣管、空氣管及輸灰管路,配置須詳加考量功能性與美觀經濟。另外,廠內既有運轉程序內含APH線上水洗,以往皆利用水力輸送系統將清洗廢水排除。然而在線上水洗時,氣力輸灰系統不容許有水氣入侵,因此保留APH輸送桶上原溢流管設計,使廢水可以排出,並且新增起機前的自動空氣清潔程序,確保輸灰桶內無水氣後,才開始讓後爐灰進入輸送桶。
Benefit
本改善案除了達到業主初始目的:即將水力輸灰系統改為氣力輸灰系統以外,另針對新氣力輸送系統有幾大優點如下:
1.排灰管使用陶瓷內襯直管/彎管:
陶瓷內襯彎管是由陶瓷內襯管、外部鋼管、入口端加上陶瓷環所組成。陶瓷內襯及外部鋼管皆高週波滾壓成型,大幅增加使用壽命,減少運轉中磨損破裂導致漏灰的情況,陶瓷環則可額外增加一層保護延遲管壁磨損發生。

2. 迴轉鎢鋼圓盤入料閥/出料閥:
一般常見的入料閥形式為圓頂閥,然而其圓頂蓋及墊圈容易磨損,導致堵料漏灰等問題,使用壽命較短須經常性更換。本案採用圓盤閥作為輸灰桶的入料閥與出料閥。其圓盤材質為鎢鋼,硬度高達HRC≧68。圓盤底下與底座中間設有補償彈簧迫緊圓盤與閥件,能使圓盤在每次開關時自由旋轉,使其均勻磨損,因此使用壽命較長。其中入料閥使用單邊迴轉圓盤,而出料閥則使用雙邊迴轉圓盤。
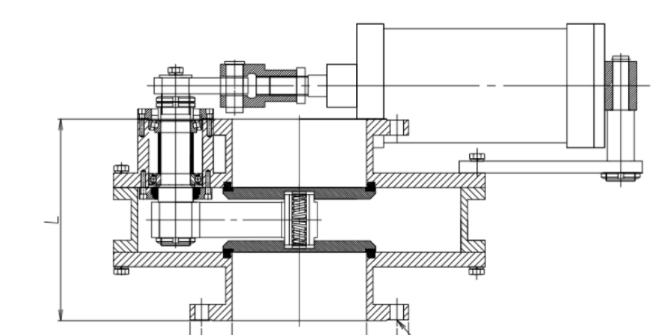
迴轉圓盤出料閥結構圖
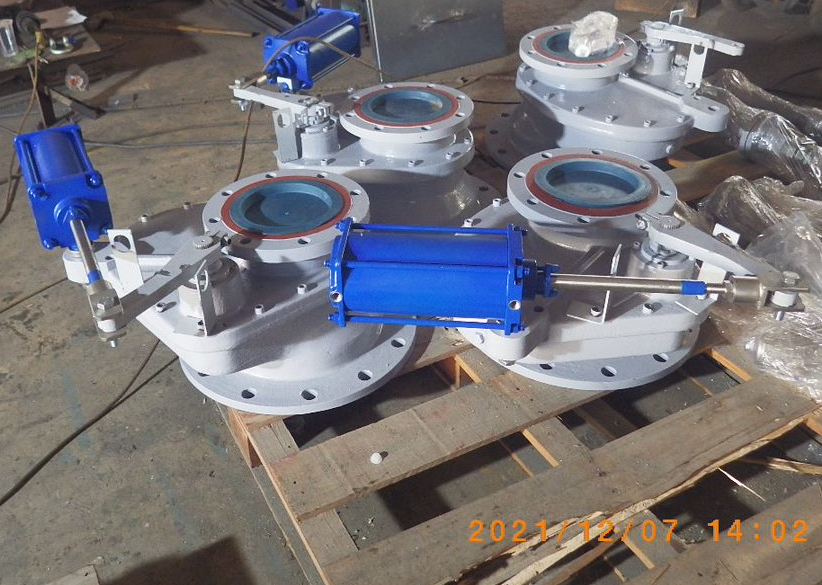
迴轉圓盤出料閥照片
3.新設集塵機及中間桶:
由於新設之氣力輸送系統為正壓,為防止在輸灰時大量輸送空氣直接進入鍋爐影響燃燒效率,不能將後爐灰從輸灰桶出料閥直接輸送至鍋爐底灰斗。因此在進入鍋爐底灰斗之前,新設集塵機使底灰以自然降落的方式進入底灰斗,避免影響鍋爐運轉。
本案例起機已超過半年順利運轉,因此業主也預計於接下來各機組的歲修中陸續將後爐灰水力輸送系統改為氣力輸送。
Photo
原始設計
APH輸灰桶


ECO輸灰桶

更新改善
APH輸灰桶


ECO輸灰桶

控制系統畫面

新設空壓機、乾燥機、儲氣桶


新設集塵機
